

Introducción
En un mundo cada vez más enfocado en la sostenibilidad y la reducción de residuos, la pirólisis de plásticos ha surgido como una tecnología clave dentro de la economía circular . Este proceso termoquímico permite convertir plásticos de secado en productos valiosos como biocrudo y gas de pirólisis , los cuales pueden utilizarse como combustibles o como materias primas para la industria química.
El biocrudo , también conocido como líquido pirolítico , es una mezcla compleja de hidrocarburos líquidos, compuestos oxigenados y otros químicos derivados del tratamiento térmico de polímeros. Su composición varía dependiendo del tipo de plástico procesado, las condiciones de pirólisis y la presencia de catalizadores.
Por otro lado, el gas de pirólisis es una fracción gaseosa rica en hidrocarburos ligeros como metano, etileno y propano, junto con gases no combustibles como el dióxido de carbono (CO₂) y monóxido de carbono (CO). Este gas puede utilizarse como fuente de energía para el mismo reactor de pirólisis o como materia prima en la industria química.
Dado que la composición de estos productos no es uniforme y depende de múltiples variables, su análisis en el laboratorio es fundamental para evaluar su calidad y determinar su posible aplicación en la industria energética o petroquímica. En este artículo, exploraremos las razones detrás de la variabilidad química del biocrudo y el gas de pirólisis , así como las principales técnicas de análisis utilizadas en el laboratorio para caracterizarlos.
Este conocimiento es crucial para optimizar los procesos de conversión de residuos plásticos en combustibles y productos químicos de alto valor, contribuyendo a una transición hacia un modelo más sostenible de aprovechamiento de los recursos.
1. ¿Por qué la composición del biocrudo y el gas es variable?
La composición química del biocrudo y el gas de pirólisis no es uniforme, ya que depende de diversos factores que afectan la degradación térmica de los plásticos. Entre los principales determinantes de esta variabilidad se encuentran el tipo de plástico de origen , las condiciones del proceso de pirólisis , la presencia de catalizadores y la naturaleza de las impurezas en los residuos plásticos.
1.1 Tipo de plástico
Cada tipo de polímero tiene una estructura química distinta que influye en los productos finales obtenidos en la pirólisis:
- Poliolefinas (PE, PP) : Son plásticos predominantemente alifáticos, lo que significa que al someterse a pirólisis producen biocrudo rico en parafinas y olefinas . Además, generan gases ligeros como metano (CH₄), etano (C₂H₆) y propileno (C₃H₆) .
- Poliestireno (PS) : Su estructura aromática favorece la formación de compuestos aromáticos en el biocrudo, tales como benceno, tolueno y estireno . Estos compuestos pueden ser valiosos para la industria química, pero también presentan desafíos en la refinación.
- Polietileno tereftalato (PET) y Policloruro de vinilo (PVC) :
- El PET contiene oxígeno en su estructura, lo que resulta en la producción de compuestos oxigenados como ácidos carboxílicos y aldehídos en el biocrudo, reduciendo su estabilidad.
- El PVC libera cloruro de hidrógeno (HCl) durante la pirólisis, lo que introduce cloro en el biocrudo y el gas de pirólisis. Esto es problemático porque el cloro es corrosivo y requiere procesos de limpieza adicionales para evitar daños en equipos y minimizar emisiones contaminantes.
Estos factores hacen que la elección de los plásticos de alimentación sea crucial para determinar la calidad del biocrudo y el gas obtenido. En procesos industriales, se busca minimizar la presencia de polímeros que introducen impurezas no deseadas, favoreciendo el uso de poliolefinas debido a su alto rendimiento en hidrocarburos útiles.
1.2 Condiciones de pirólisis
Las condiciones operativas del proceso de pirólisis influyen significativamente en la composición y distribución de los productos obtenidos. Entre los parámetros más importantes se encuentran la temperatura de reacción y el tiempo de residencia del material dentro del reactor.
Temperatura
La temperatura es el factor clave que determina si la pirólisis favorecerá la producción de biocrudo líquido o la formación de gases ligeros:
- Baja temperatura (400-500°C):
- A estas temperaturas, la degradación térmica de los polímeros ocurre de manera más controlada , favoreciendo la generación de biocrudo líquido con un alto contenido de hidrocarburos pesados (C10-C30).
- Se producen menos gases ligeros, y la formación de coque (residuos carbonosos) es mínima.
- Es un rango óptimo para plásticos como PE y PP , que generan biocrudos con alta proporción de parafinas y olefinas.
- Alta temperatura (>600°C):
- A medida que la temperatura aumenta, los hidrocarburos pesados del biocrudo sufren un mayor craqueo térmico , rompiéndose en fragmentos más pequeños y promoviendo la formación de gases ligeros , como metano (CH₄), etileno (C₂H₄) e hidrógeno (H₂) .
- Este enfoque es preferido cuando se busca maximizar la producción de combustibles gaseosos o mejorar la calidad del biocrudo mediante una mayor eliminación de compuestos oxigenados.
- Sin embargo, un aumento excesivo de la temperatura puede incrementar la formación de coque, reduciendo la eficiencia del proceso.
Tiempo de residencia
El tiempo de residencia se refiere al período en el que los vapores pirolíticos permanecen dentro del reactor antes de ser condensados o liberados como gas. Su impacto es el siguiente:
- Tiempo de residencia corto:
- Se minimiza el craqueo secundario de los vapores, permitiendo la obtención de biocrudo con una composición similar a los polímeros originales .
- Se favorece la presencia de hidrocarburos de cadena larga, lo que puede ser beneficioso en términos de densidad energética.
- Tiempo de residencia largo:
- Los compuestos más pesados tienen más tiempo para descomponerse, aumentando la formación de gases ligeros y reduciendo la proporción de biocrudo líquido.
- Puede ser útil en procesos que buscan mejorar la estabilidad del biocrudo, eliminando fracciones con alto contenido de oxígeno o azufre.
En general, el ajuste óptimo de temperatura y tiempo de residencia depende del tipo de plástico procesado y del producto final deseado. Las plantas industriales suelen emplear temperaturas entre 450-550°C con tiempos de residencia moderados para equilibrar la producción de biocrudo y minimizar la generación de impurezas.
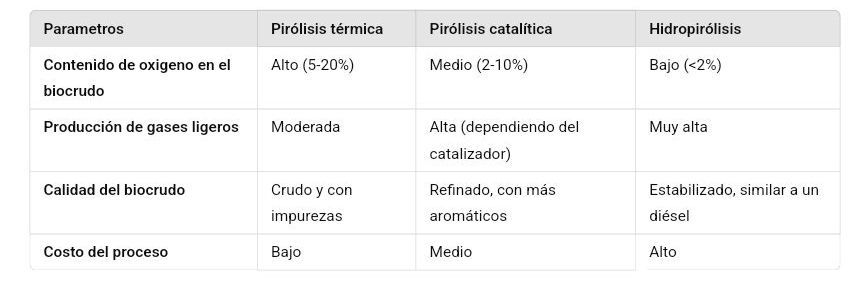
1.3 Uso de catalizadores o hidrógeno
El empleo de catalizadores e hidrógeno en el proceso de pirólisis permite modificar la composición química del biocrudo y del gas de pirólisis, mejorando su calidad y eliminando impurezas indeseadas, como compuestos oxigenados y azufrados.
Catalizadores en la pirólisis
El uso de catalizadores mejora el rendimiento y la selectividad del proceso al promover reacciones específicas. Algunos de los más utilizados incluyen:
- Zeolitas (HZSM-5, Y, Beta):
- Favorecen la conversión de hidrocarburos pesados en fracciones más ligeras, aumentando el contenido de aromáticos y olefinas en el biocrudo.
- Son especialmente útiles para procesar plásticos como polipropileno (PP) y poliestireno (PS) , mejorando la calidad del biocrudo al reducir la cantidad de residuos pesados.
- Óxidos metálicos (Níquel, Hierro, Cobalto, Molibdeno):
- Se emplean en procesos catalíticos de desoxigenación y desulfuración, ayudando a reducir la presencia de oxígeno y azufre en el biocrudo.
- Pueden favorecer la producción de gases como hidrógeno y metano , dependiendo de las condiciones del proceso.
- Catalizadores de craqueo tipo FCC (Fluid Catalytic Cracking):
- Similares a los usados en refinerías, transforman hidrocarburos pesados en combustibles más ligeros.
- Son eficaces para optimizar el rendimiento del biocrudo y mejorar su estabilidad térmica.
Hidrógeno en la pirólisis (Hidrotratamiento e Hidropirólisis)
El hidrógeno (H₂) se puede incorporar en diferentes etapas del proceso para mejorar la calidad del biocrudo:
- Hidrotratamiento (Hydrotreating):
- Se realiza después de la pirólisis para eliminar impurezas como azufre (S), nitrógeno (N) y oxígeno (O) .
- Consiste en hacer pasar el biocrudo sobre un catalizador de níquel-molibdeno o cobalto-molibdeno en presencia de hidrógeno, obteniendo un producto más estable y con mayor similitud al diésel convencional.
- Reduce la formación de depósitos de coque y mejora el poder calorífico del biocrudo.
- Hidropirólisis:
- Se introduce hidrógeno durante la pirólisis , en lugar de después, lo que permite la saturación de enlaces insaturados y la eliminación de oxígeno en la fase gaseosa.
- Favorece la formación de hidrocarburos ligeros y mejora la estabilidad química del biocrudo.
- Puede ser costoso debido al consumo de hidrógeno, pero es efectivo para producir combustibles de alta calidad.
Beneficios del uso de catalizadores e hidrógeno en la pirólisis
El uso de catalizadores con hidrógeno en la pirólisis permite optimizar el rendimiento del biocrudo , acercándolo a los estándares de los combustibles fósiles tradicionales y facilitando su posterior refinación o uso industrial.
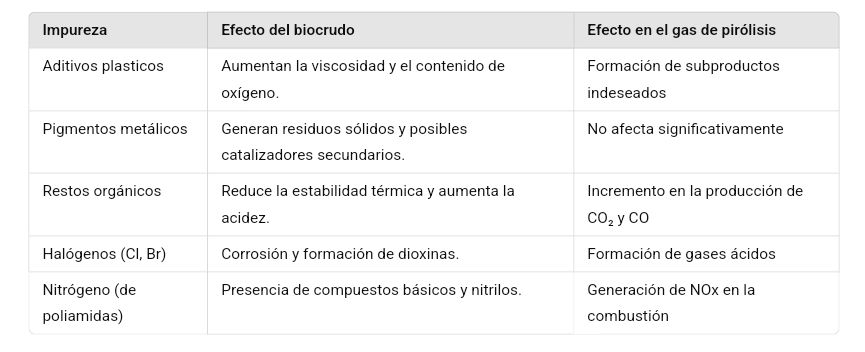
1.4 Presencia de impurezas en el biocrudo y el gas de pirólisis
La calidad del biocrudo y del gas de pirólisis puede verse afectada por la presencia de impurezas derivadas de los materiales plásticos originales. Estas impurezas pueden alterar la composición química, disminuir la estabilidad térmica y aumentar la necesidad de procesos de refinación posteriores.
Fuentes de impurezas en la pirólisis de plásticos
- Aditivos y cargas inorgánicas
- Los plásticos comerciales contienen diversos aditivos para mejorar sus propiedades mecánicas, térmicas o de resistencia a la degradación.
- Ejemplos comunes:
- Plastificantes (ftalatos en PVC).
- Retardantes de llama (compuestos bromados en ABS y PVC).
- Estabilizadores UV (benzofenonas en PE y PP).
- Estos compuestos pueden generar subproductos no deseados, como ácidos halogenados o compuestos aromáticos polifuncionales , que afectan la calidad del biocrudo.
- Pigmentos y colorantes
- Los plásticos coloreados contienen óxidos metálicos (TiO₂, Fe₂O₃, PbCrO₄), que pueden generar residuos sólidos inertes o catalizar reacciones secundarias no deseadas.
- Algunos colorantes orgánicos pueden descomponerse en compuestos aromáticos tóxicos durante la pirólisis.
- Contaminantes orgánicos y restos de alimentos
- Los plásticos de envases y desechos urbanos pueden contener residuos de alimentos, aceites y compuestos orgánicos .
- Estos contaminantes pueden:
- Aumentar el contenido de oxígeno y humedad en el biocrudo.
- Favorecer la formación de ácidos orgánicos , que reducen la estabilidad térmica del biocrudo.
- Polímeros con heteroátomos (Cl, O, N)
- Plásticos como PVC (cloro), PET (oxígeno) y poliamidas (nitrógeno) generan impurezas específicas:
- PVC → Libera HCl , lo que requiere neutralización para evitar la corrosión en los equipos.
- PET → Produce ácido acético y acetaldehído , reduciendo la estabilidad del biocrudo.
- Poliamidas y poliuretanos → Generan nitrilos y aminas , afectando la combustión del biocrudo.
- Plásticos como PVC (cloro), PET (oxígeno) y poliamidas (nitrógeno) generan impurezas específicas:
Impacto de las impurezas en la calidad del biocrudo y gas de pirólisis
Estrategias para reducir impurezas en el biocrudo
Para mejorar la calidad del biocrudo y evitar problemas en su uso posterior, se pueden aplicar varias estrategias:
- Pretratamiento de los plásticos:
- Lavado y separación para reducir contaminantes orgánicos y halógenos.
- Clasificación para evitar plásticos con alto contenido de oxígeno o metales.
- Condiciones de pirólisis optimizadas:
- Uso de catalizadores específicos para reducir la formación de compuestos oxigenados.
- Control de la temperatura para minimizar el procesamiento de aditivos perjudiciales.
- Procesos de refinación del biocrudo:
- Destilación fraccionada para separar fracciones más estables.
- Hidrotratamiento con hidrógeno para eliminar oxígeno, nitrógeno y azufre.
Reducir la presencia de impurezas en la pirólisis de plásticos es clave para producir biocombustibles de alta calidad , con menor impacto ambiental y mayor viabilidad industrial.
2. Composición química típica del biocrudo y el gas de pirólisis
Los productos obtenidos en la pirólisis de plásticos varían según las condiciones del proceso y el tipo de material tratado. Sin embargo, existen patrones generales en la composición del biocrudo y el gas de pirólisis , que determinan su calidad y aplicaciones potenciales.
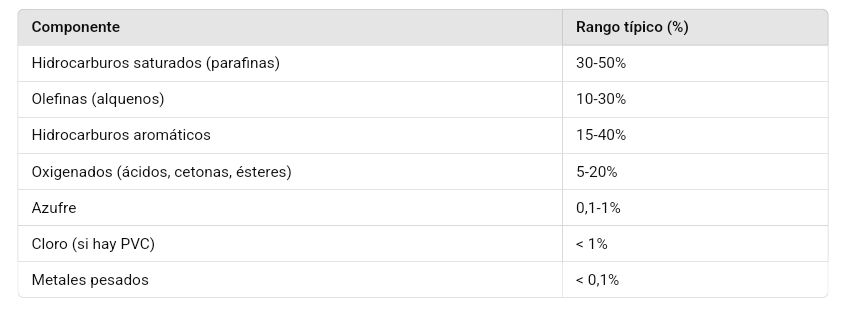
2.1 Biocrudo de pirólisis
El biocrudo es un líquido complejo compuesto principalmente por hidrocarburos líquidos, además de oxigenados y contaminantes en menor proporción. Su composición es similar a la de productos derivados del petróleo, lo que lo hace un candidato viable para su uso como combustible o materia prima en refinerías.
Composición quimica del biocrudo
- Hidrocarburos (70-90%)
- Son los componentes mayoritarios del biocrudo, incluyendo:
- Parafinas (C10-C30): Hidrocarburos saturados que aportan estabilidad al biocrudo.
- Olefinas (alquenos) : Compuestos insaturados útiles como materia prima petroquímica.
- Aromáticos : Incluyen benceno, tolueno y xileno (BTX), valiosos en la industria química.
- Son los componentes mayoritarios del biocrudo, incluyendo:
- Compuestos oxigenados (5-20%)
- Dependiendo del plástico de origen, pueden aparecer sustancias como:
- Ácidos carboxílicos (ácido acético, ácido fórmico).
- Cetonas y ésteres , derivados de la degradación de plásticos oxigenados como el PET.
- Estos compuestos afectan la estabilidad del biocrudo y requieren tratamiento posterior.
- Dependiendo del plástico de origen, pueden aparecer sustancias como:
- Contaminantes
- Elementos no deseados que impactan la calidad del biocrudo:
- Azufre (0,1-1%) : Proviene de aditivos plásticos y puede generar SO₂ en la combustión.
- Cloro : Si el plástico de origen contiene PVC, el biocrudo puede contener compuestos clorados corrosivos.
- Metales pesados (plomo, cadmio): Procedentes de pigmentos y estabilizantes, afectan la viabilidad del biocrudo como combustible.
- Elementos no deseados que impactan la calidad del biocrudo:
Ejemplo de composición típica del biocrudo (% en peso):
2.2 Gas de pirólisis
El gas de pirólisis es una mezcla de hidrocarburos ligeros y gases inorgánicos, con alto poder calorífico. Su composición varía según las condiciones de reacción y el tipo de plástico tratado.
Principales componentes del gas de pirólisis:
- Hidrocarburos ligeros (C1-C5):
- Metano (CH₄) y etano (C₂H₆) → Elevado poder calorífico.
- Etileno (C₂H₄) y propileno (C₃H₆) → Materia prima para la industria petroquímica.
- Gases inorgánicos:
- Hidrógeno (H₂) → Importante para procesos de hidrogenación y refinación.
- Monóxido de carbono (CO) y dióxido de carbono (CO₂) → Provienen de plásticos oxigenados y residuos orgánicos.
- Compuestos contaminantes:
- HCl (si hay PVC) → Corrosivo, requiere neutralización.
- H₂S (si hay azufre en el plástico) → Tóxico y corrosivo.
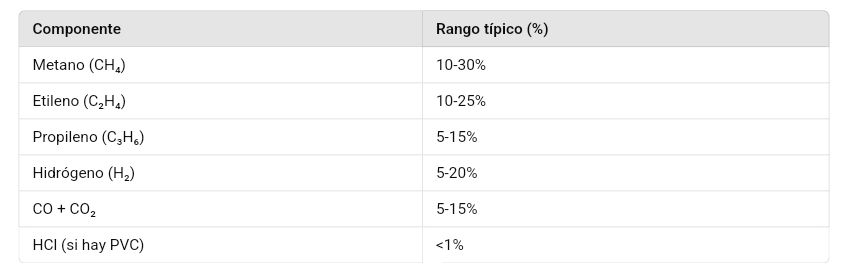
Ejemplo de composición típica del gas de pirólisis (% en volumen):
La composición del biocrudo y el gas de pirólisis varía en función del plástico tratado y las condiciones de proceso. El biocrudo contiene una alta proporción de hidrocarburos líquidos, pero también puede incluir oxigenados y contaminantes que afectan su estabilidad. Por su parte, el gas de pirólisis es rico en hidrocarburos ligeros y gases inorgánicos, con aplicaciones en la generación de energía y la síntesis petroquímica.
El conocimiento detallado de su composición química es esencial para optimizar su aprovechamiento industrial y minimizar el impacto ambiental de su uso.
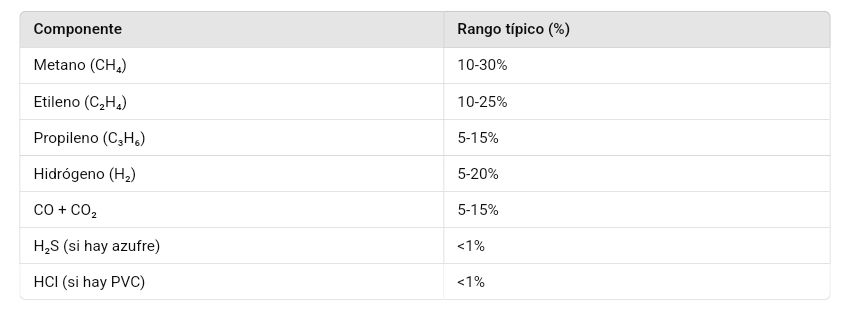
2.3 Composición química del gas de pirólisis
El gas de pirólisis es un subproducto gaseoso del proceso de degradación térmica de plásticos, con un alto contenido de hidrocarburos ligeros y otros compuestos volátiles. Su composición depende de la materia prima y de las condiciones de pirólisis, especialmente la temperatura y la presencia de catalizadores. Este gas tiene aplicaciones en la generación de energía y como insumo en la industria petroquímica.
Principales componentes del gas de pirólisis
- Hidrocarburos ligeros (50-70%)
- Son los principales compuestos energéticos del gas de pirólisis y determinantes su poder calorífico.
- Metano (CH₄) : Componente clave del gas natural, con alto valor energético.
- Etileno (C₂H₄) y propileno (C₃H₆) : Gases valiosos en la industria petroquímica para la producción de plásticos y otros productos químicos.
- Propano (C₃H₈) y butano (C₄H₁₀) : Pueden utilizarse como combustibles gaseosos o como materia prima para procesos químicos.
- Hidrógeno (H₂)
- Generado en mayor proporción a temperaturas superiores a 600°C.
- Puede ser utilizado en procesos de hidrogenación o en pilas de combustible como fuente de energía limpia.
- Gases no deseados y contaminantes
- Monóxido de carbono (CO) y dióxido de carbono (CO₂) :
- Se origina por la degradación de grupos oxigenados presentes en plásticos como PET o en residuos orgánicos.
- El CO es un gas tóxico pero tiene aplicaciones en la síntesis de productos químicos.
- Cloruro de hidrógeno (HCl) :
- Se genera cuando el PVC es procesado mediante pirólisis.
- Altamente corrosivo, requiere eliminación antes de utilizar el gas en aplicaciones industriales.
- Monóxido de carbono (CO) y dióxido de carbono (CO₂) :
Ejemplo de composición típica del gas de pirólisis (% en volumen):
Importancia del gas de pirólisis
El gas de pirólisis puede ser aprovechado para generar electricidad, alimentar calderas industriales o como materia prima en la producción de productos químicos. Sin embargo, la presencia de contaminantes como CO, CO₂ y HCl requiere procesos de limpieza y tratamiento para su uso eficiente y seguro.
La optimización del proceso de pirólisis, junto con técnicas de purificación, puede aumentar el rendimiento de hidrocarburos útiles y mejorar la calidad del gas para aplicaciones energéticas e industriales.
3. Técnicas de análisis en el laboratorio.
Para evaluar la calidad y composición del biocrudo y el gas de pirólisis , se emplean diversas técnicas analíticas avanzadas. Estos permiten identificar los compuestos presentes, detectar impurezas y estimar el rendimiento energético de los productos obtenidos.
3.1 Análisis del biocrudo
El biocrudo resultante de la pirólisis contiene una mezcla compleja de hidrocarburos, compuestos oxigenados y posibles contaminantes. Para su caracterización, se utilizan las técnicas:
- Cromatografía de gases acoplada a espectrometría de masas (GC-MS)
- Identifica y cuantifica hidrocarburos (parafinas, olefinas, aromáticos) y compuestos oxigenados.
- Permite detectar la presencia de compuestos específicos, como estireno en biocrudo derivado de poliestireno (PS).
- Ejemplo: Diferenciar entre biocrudo obtenido de poliolefinas (rico en alcanos) y de PS (rico en aromáticos).
- Espectroscopía infrarroja por transformada de Fourier (FTIR)
- Analiza los grupos funcionales presentes en el biocrudo.
- Detecta enlaces C=O, CO y C-Cl, permitiendo identificar contaminantes como oxígenos residuales o cloro provenientes de PVC.
- Aplicaciones: Evaluación de la estabilidad del biocrudo y su necesidad de refinamiento.
- Análisis elemental (CHNS/O)
- Determina el contenido de carbono (C), hidrógeno (H), nitrógeno (N), azufre (S) y oxígeno (O) en el biocrudo.
- Es clave para estimar el poder calorífico y la necesidad de procesos de desulfuración.
- Ejemplo: Un biocrudo con alto contenido de azufre (>1%) requerirá tratamiento previo antes de su uso como combustible.
- Pruebas físicas
- Densidad (ASTM D4052): Indica la compactación molecular y la facilidad de transporte.
- Viscosidad (ASTM D445): Determina la fluidez del biocrudo a distintas temperaturas.
- Punto de inflamación (ASTM D93): Evalúa la seguridad en su almacenamiento y manipulación.
3.2 Análisis del gas de pirólisis
El gas generado en la pirólisis contiene hidrocarburos ligeros, hidrógeno y contaminantes. Su caracterización es fundamental para su aprovechamiento energético y petroquímico.
- Cromatografía de gases (GC-TCD/FID)
- Técnica estándar para analizar la composición del gas de pirólisis.
- Detecta y cuantifica hidrocarburos como metano, etileno, propano , así como contaminantes como CO y CO₂ .
- Detector de conductividad térmica (TCD): Analiza gases inorgánicos como H₂, CO y CO₂.
- Detector de ionización de llama (FID): Cuantifica hidrocarburos ligeros (C1-C4).
- Espectrometría de masas de relación isotópica (IR-MS)
- Analiza la composición isotópica de los gases generados.
- Útil para determinar la procedencia del carbono en procesos con residuos mixtos.
- Espectroscopía de absorción óptica (NDIR, FTIR para gases)
- Mide la concentración de CO₂, CO y HCl en el gas de pirólisis.
- Indispensable cuando el proceso involucra plásticos con alto contenido de cloro (PVC).
Importancia del análisis en la optimización del proceso.
El estudio detallado del biocrudo y el gas de pirólisis permite:
- Ajustar las condiciones de reacción (temperatura, tiempo, catalizadores) para mejorar la calidad de los productos.
- Determinar la necesidad de purificación antes del uso comercial del biocrudo y gas.
- Reducir contaminantes en el gas para su aprovechamiento energético sin impacto ambiental negativo.
Estos análisis no solo optimizan la eficiencia del proceso, sino que también aseguran la viabilidad del biocrudo y el gas como alternativas sostenibles a los combustibles fósiles .
4. Retos en el análisis: La variabilidad es la norma
El análisis del biocrudo y el gas de pirólisis enfrenta varios desafíos debido a la heterogeneidad de las muestras , la complejidad química de los productos obtenidos y la falta de normativas estandarizadas .
4.1 Heterogeneidad de las muestras
El biocrudo obtenido por pirólisis no es un producto homogéneo ni estandarizado. Su composición depende de múltiples factores, como:
- El tipo de plástico procesado (PE, PP, PS, PVC, PET).
- Las condiciones de reacción (temperatura, tiempo de residencia, uso de catalizadores).
- La presencia de impurezas (aditivos, pigmentos, residuos de alimentos o metales pesados).
Como resultado, cada lote de biocrudo puede tener diferencias significativas en su contenido de hidrocarburos, oxigenados y contaminantes, lo que dificulta su caracterización y posterior uso industrial.
4.2 Interferencias en los instrumentos
Algunos compuestos presentes en el biocrudo y el gas pueden afectar la precisión de los análisis o dañar los equipos de laboratorio:
- Compuestos clorados (derivados del PVC):
- Generan ácido clorhídrico (HCl) en el proceso, lo que puede corroer partes metálicas y alterar la cromatografía de gases (GC).
- Pueden dañar columnas de cromatografía o interferir en detectores como el FID (ionización de llama).
- Compuestos oxigenados y azufrados:
- La presencia de ácidos orgánicos y sulfuros puede afectar la estabilidad de las muestras y requerir tratamientos previos antes del análisis.
4.3 Falta de estándares internacionales
A diferencia de los combustibles tradicionales, el biocrudo derivado de plásticos no cuenta con normativas ASTM/ISO específicas que regulan su composición, calidad y métodos de análisis. Esto genera varios problemas:
- Dificultad para comparar resultados entre laboratorios.
- Falta de criterios unificados para definir la calidad del biocrudo según su aplicación (combustible, materia prima petroquímica).
- Limitaciones para su comercialización y escalamiento industrial , debido a la ausencia de certificaciones oficiales.
La variabilidad en la composición del biocrudo y el gas de pirólisis representa un desafío tanto para su análisis como para su estandarización. Es fundamental desarrollar protocolos analíticos adaptados , junto con futuras normativas internacionales que permitan garantizar su calidad y viabilidad como alternativa a los combustibles fósiles .
5. Caso práctico: Análisis de un biocrudo de PE y PP
Este caso práctico analiza un biocrudo obtenido de la pirólisis de una mezcla de polietileno (PE) y polipropileno (PP) a una temperatura de 450°C. Se realizaron varios análisis para caracterizar su composición y evaluar su viabilidad como alternativa a los combustibles tradicionales.
5.1 Muestra
- Tipo de material : Mezcla de PE (Polietileno) y PP (Polipropileno).
- Condiciones de pirólisis : Proceso llevado a cabo a 450°C en un reactor con tiempo de residencia controlado.
5.2 Resultados de GC-MS
El análisis por cromatografía de gases acoplada a espectrometría de masas (GC-MS) reveló la siguiente composición del biocrudo:
- 75% parafinas (C12-C25) : Componente principal del biocrudo, consistente en hidrocarburos saturados.
- 15% olefinas : Alquenos de cadena corta, como etileno y propileno, que pueden ser utilizados como materia prima en la industria química.
- 5% aromáticos : Hidrocarburos como el benceno y tolueno, que son útiles en la producción de productos petroquímicos.
- 5% oxigenados : Ácidos carboxílicos y cetonas, generalmente presentes cuando hay impurezas o mezcla con biomasa.
5.3 Análisis elemental
El análisis elemental de la muestra reveló los siguientes contenidos:
- Carbono : 85%, indicativo de un alto contenido energético.
- Hidrógeno : 13%, adecuado para su uso como combustible.
- Azufre : 0,3%, relativamente bajo, pero suficiente para requerir tratamiento de desulfuración antes de su uso como diésel.
- Oxígeno : 1.7%, la presencia de oxígeno puede afectar la estabilidad y el poder calorífico del biocrudo, requiriendo tratamiento adicional para mejorar sus propiedades.
El biocrudo derivado de la pirólisis de una mezcla de PE/PP es un combustible líquido prometedor , con un alto contenido de hidrocarburos saturados y olefinas , lo que lo hace adecuado para su refinación en diésel. Sin embargo, es necesario realizar un hidrotratamiento para reducir el contenido de azufre y mejorar sus características como combustible de alta calidad. Además, los compuestos oxigenados presentes indican que el biocrudo podría beneficiarse de un tratamiento de desoxigenación para aumentar su poder calorífico y estabilidad.
6. Conclusiones
- Variabilidad y complejidad : El biocrudo y el gas de pirólisis son productos altamente complejos y variables, cuyo comportamiento depende de varios factores, como el tipo de plástico y las condiciones de pirólisis. Aunque presentan una gran promesa como fuentes alternativas de energía, su variabilidad plantea desafíos en cuanto a la consistencia y calidad de los productos obtenidos.
- Importancia del análisis detallado : La combinación de técnicas avanzadas de análisis, como GC-MS , FTIR y análisis elemental , es esencial para caracterizar con precisión estos productos. Estas herramientas permiten identificar y cuantificar los componentes clave del biocrudo y el gas, lo que facilita la optimización de los procesos de producción y garantiza la calidad y la viabilidad de los productos finales.
- Retos de estandarización y separación : A pesar de los avances, la falta de estándares internacionales para el análisis de biocrudo y gases derivados de plásticos sigue siendo un obstáculo. Además, la mejora en la separación de plásticos en el proceso de pirólisis es un reto pendiente, ya que la mezcla de plásticos puede alterar la calidad y la composición de los productos obtenidos. Una estandarización más clara y tecnologías más eficientes de separación serán clave para maximizar los beneficios de la pirólisis de plásticos.
Preguntas frecuentes (FAQ)
¿El biocrudo puede usarse directamente en motores diésel?
El biocrudo obtenido de la pirólisis de plásticos, aunque químicamente similar al diésel, generalmente no es apto para su uso directo en motores sin un proceso de refinación adicional. El biocrudo suele contener impurezas como azufre, oxígeno y metales pesados, lo que requiere hidrotratamiento o desulfuración para cumplir con las especificaciones de calidad del diésel comercial.
¿Qué plásticos generan biocrudo de mejor calidad?
Los plásticos poliolefinas (como el polietileno (PE) y el polipropileno (PP) ) son ideales para la producción de biocrudo de buena calidad. Estos plásticos generan biocrudo rico en parafinas y olefinas, que son útiles como combustibles. Por otro lado, plásticos como el polietileno tereftalato (PET) y el PVC generan biocrudo con mayores niveles de contaminantes, lo que requiere tratamiento adicional.
¿Cuáles son los principales retos en la refinación del biocrudo?
Los principales retos en la refinación del biocrudo incluyen la eliminación de azufre , oxígeno y contaminantes como cloro (cuando se procesan plásticos como el PVC). Estos compuestos pueden afectar negativamente las propiedades del biocrudo, lo que hace necesario el uso de tecnologías de desulfuración y eliminación de impurezas. Además, la variabilidad de la composición del biocrudo en función de los plásticos utilizados presenta un desafío para garantizar la consistencia del producto final.
Casos de estudio reales
Neste
Neste, una de las principales empresas en la industria de biocombustibles, ha desarrollado tecnologías de pirólisis avanzada para convertir residuos plásticos en biocrudo. Mediante procesos de refinación, Neste ha logrado transformar plásticos no reciclables en combustibles líquidos de alta calidad, mejorando la sostenibilidad de la producción de biocombustibles.
Pyrolyx
Pyrolyx es una empresa pionera en la pirólisis de residuos plásticos que ha logrado producir negro de carbón (un subproducto de la pirólisis) a partir de plásticos desechados. La compañía utiliza un enfoque de economía circular al transformar plásticos de diseño en productos útiles y valiosos, además de generar biocrudo como parte de su proceso. Su innovadora tecnología permite reducir el impacto ambiental de los plásticos y aprovecharlos como recursos.
Estos casos muestran cómo empresas líderes en el sector están superando los retos de la pirólisis de plásticos y avanzando en el desarrollo de tecnologías sostenibles para generar productos útiles, como biocrudo, a partir de residuos plásticos.
